


1 / 5
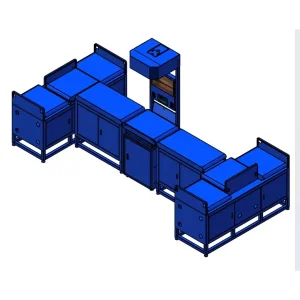
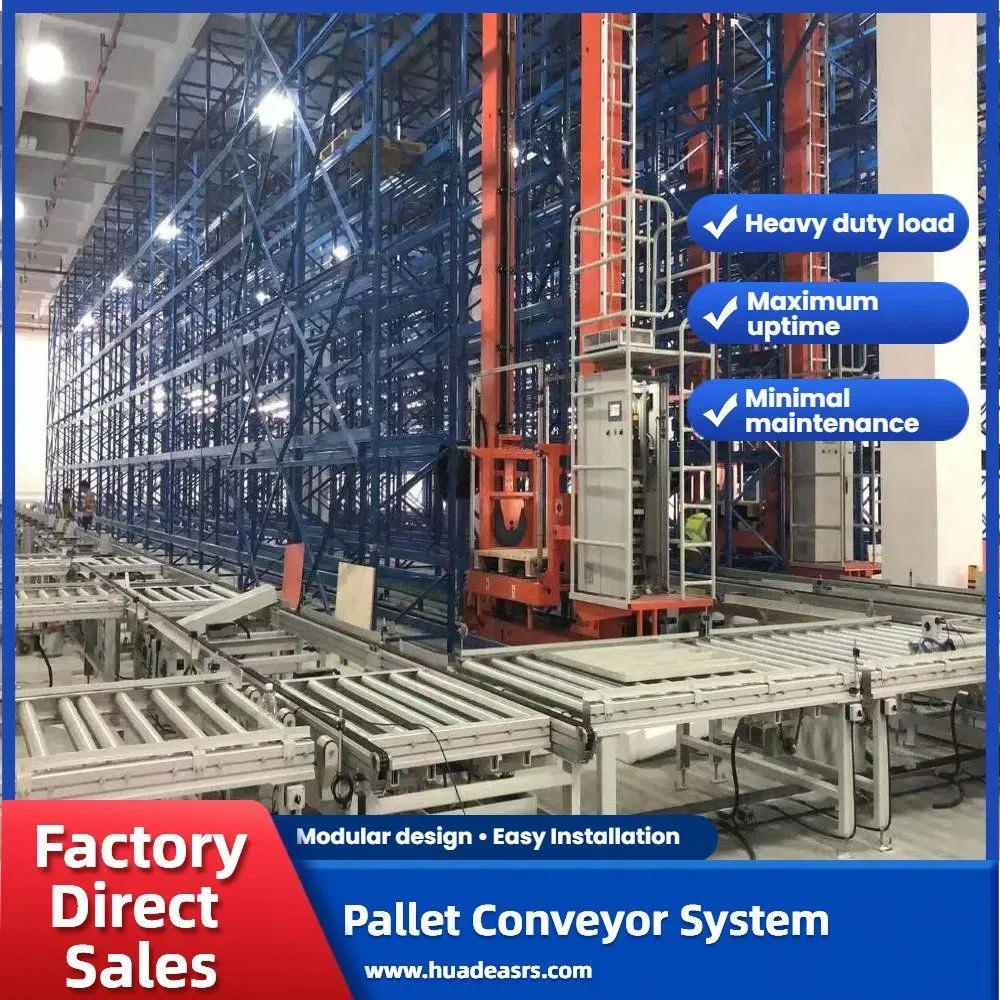
A full line of standard and custom-designed accumulation and transportation pallet conveyor systems is available for manufacturing, warehousing, and distribution operations. Whether as stand-alone equipment or as part of a fully integrated material handling system, these durable solutions are built for years of reliable, high-performance operation.

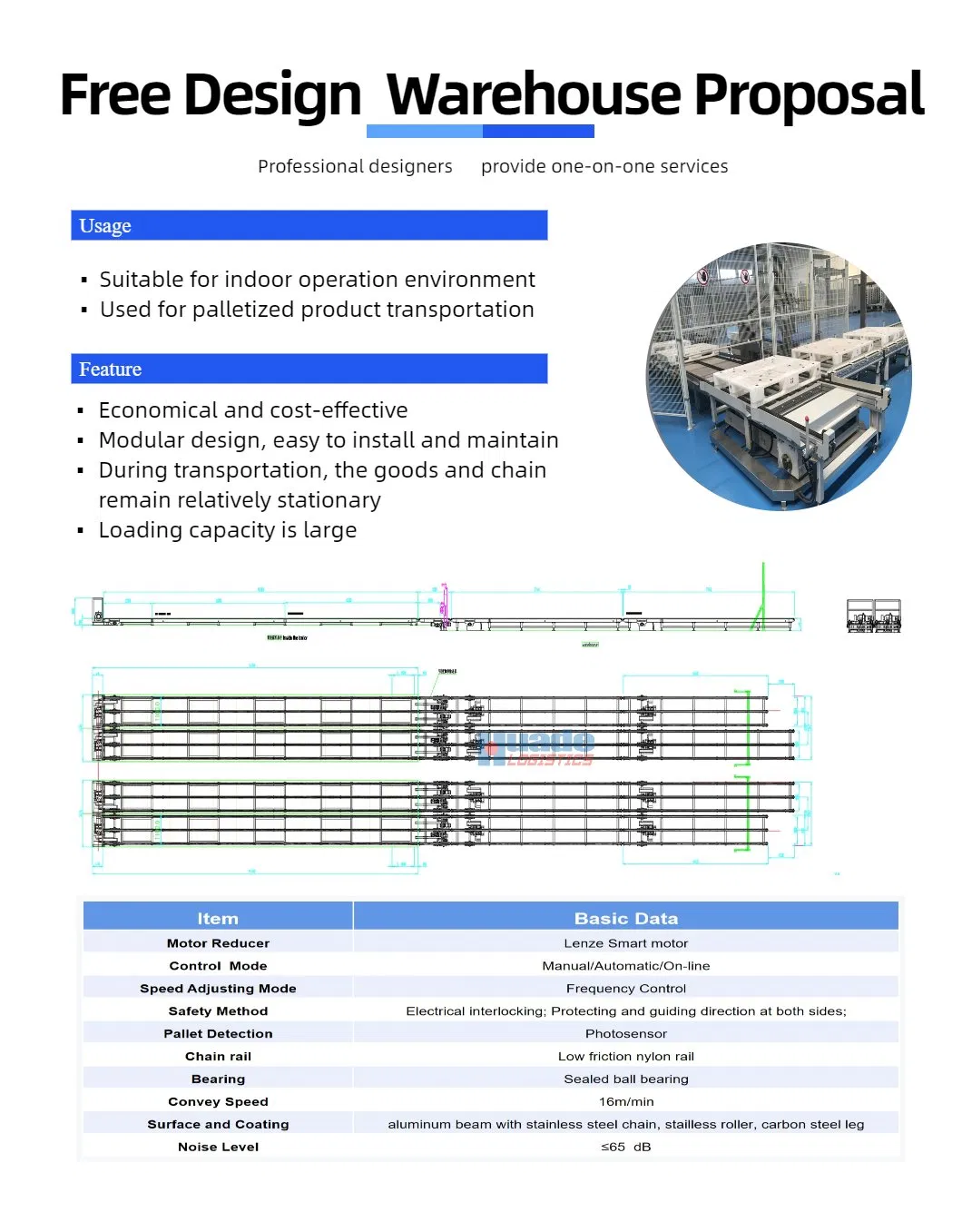

| Item | Basic Data |
|---|---|
| Motor Reducer | Lenze Smart Motor |
| Control Mode | Manual / Automatic / On-line |
| Speed Adjusting Mode | Frequency Control |
| Safety Method | Electrical interlocking; Protecting and guiding direction at both sides |
| Pallet Detection | Photosensor |
| Chain Rail | Low friction nylon rail |
| Conveyor Speed | 18m/min |
| Surface and Coating | Aluminum beam with stainless steel chain; Stainless roller, carbon steel leg |
| Noise Level | ≤ 65 dB |



Our flexible, scalable options cater to virtually any pallet requirement: